
Manufacturing and Analytical Characterization - Biomolecular

Quinn Rasmussen, BS
Scientist II
Serán Bioscience
Bend, Oregon, United States
Quinn Rasmussen, BS
Scientist II
Serán Bioscience
Bend, Oregon, United States
 photo")
Cindy Chung, Ph.D. (she/her/hers)
Principal Engineer
Serán Bioscience
Bend, Oregon, United States
Mary Collins, Ph.D.
Senior Scientist
Serán Bioscience
Bend, Oregon, United States
.jpg "Tanner J. Corrado, PhD photo")
Tanner J. Corrado, PhD
Senior Scientist
Serán Bioscience
Bend, Oregon, United States
Nick Rasulo, BS
Engineer II
Serán Bioscience
Bend, Oregon, United States
Sarah Peabody, BS
Intern
Serán Bioscience
Bend, Oregon, United States
Brian Smith, MS
Engineer I
Serán Bioscience
Bend, Oregon, United States
Gabriella Dube, BS
Engineer I
Serán Bioscience
Bend, Oregon, United States
Mark Kastantin, Ph.D.
Vice President of Manufacturing Technology
Serán Bioscience
Bend, Oregon, United States
 photo")
Erica Schlesinger, Ph.D. (she/her/hers)
Vice President of Technical Development
Serán Bioscience
Bend, Oregon, United States
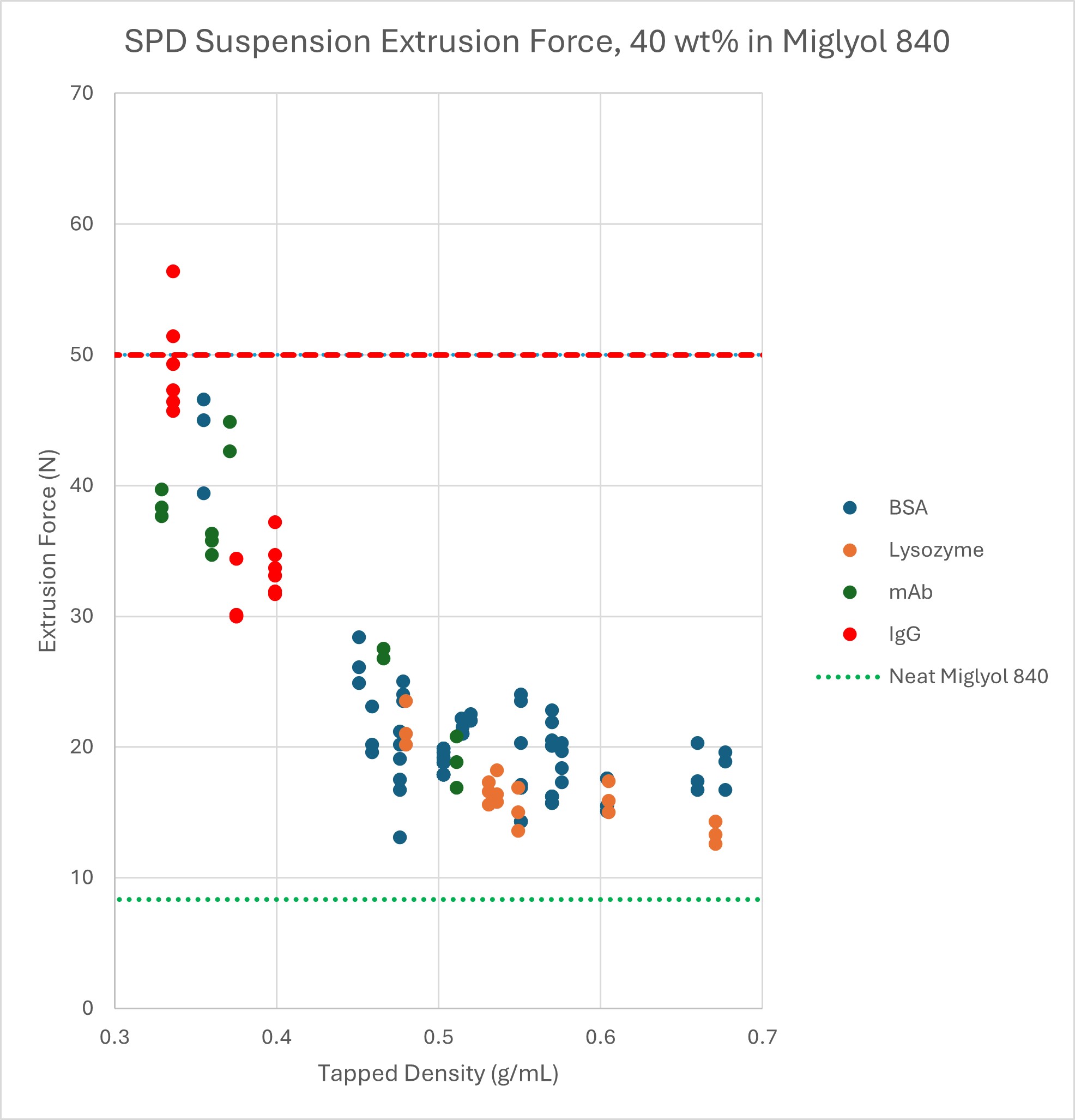 Figure 1. Tapped density and extrusion force of the SDP particles prepared using four model proteins. Red, dashed line represents the maximum extrusion force (50 N) for the target product profile.
Figure 1. Tapped density and extrusion force of the SDP particles prepared using four model proteins. Red, dashed line represents the maximum extrusion force (50 N) for the target product profile.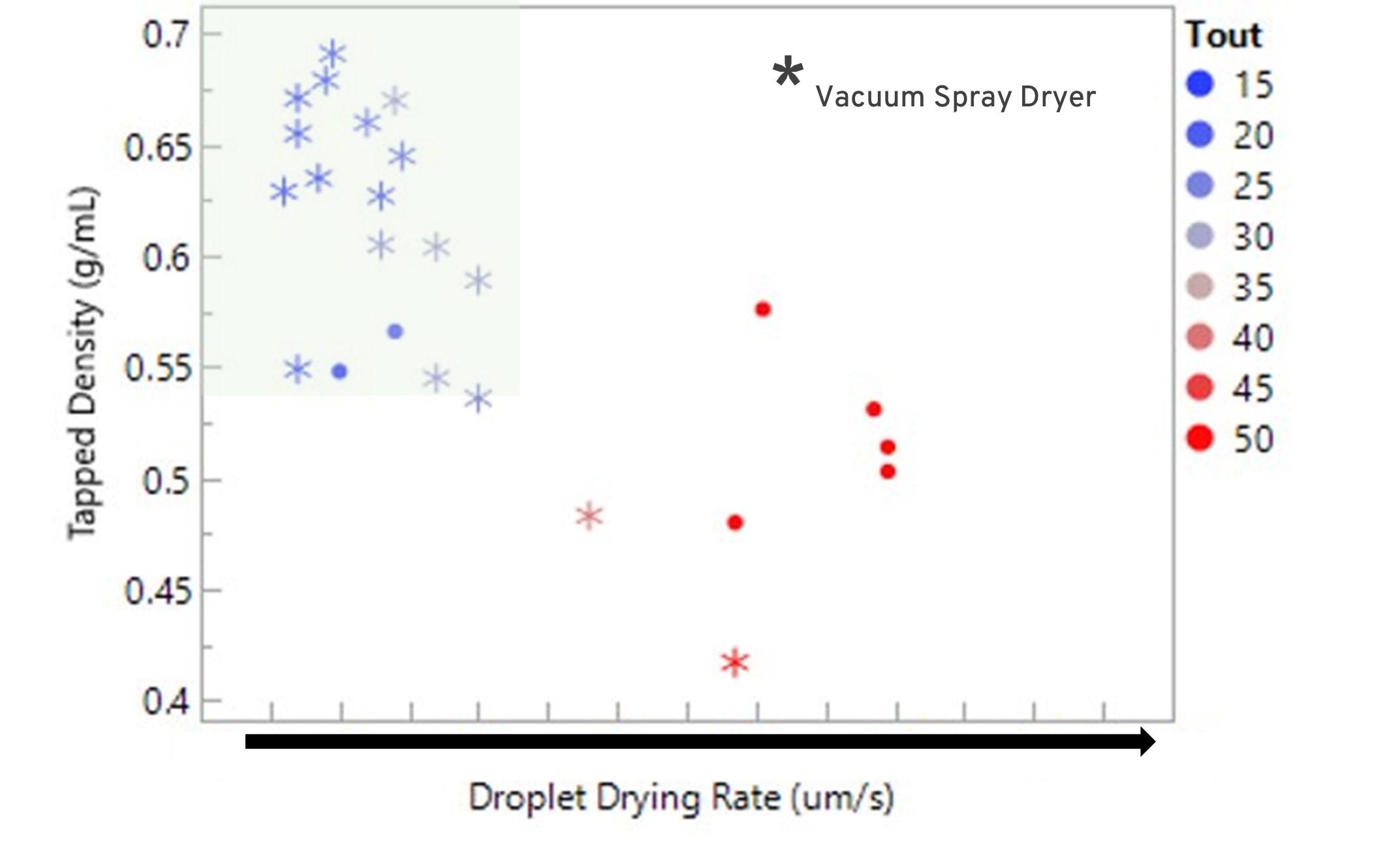 Figure 2. Drying rate and tapped density for SDP particles sprayed at different outlet temperatures. SDPs manufactured on a conventional spray dryer are denoted with a dot and those manufactured on a vacuum spray dryer are denoted with a star. The green box indicates the target design space.
Figure 2. Drying rate and tapped density for SDP particles sprayed at different outlet temperatures. SDPs manufactured on a conventional spray dryer are denoted with a dot and those manufactured on a vacuum spray dryer are denoted with a star. The green box indicates the target design space.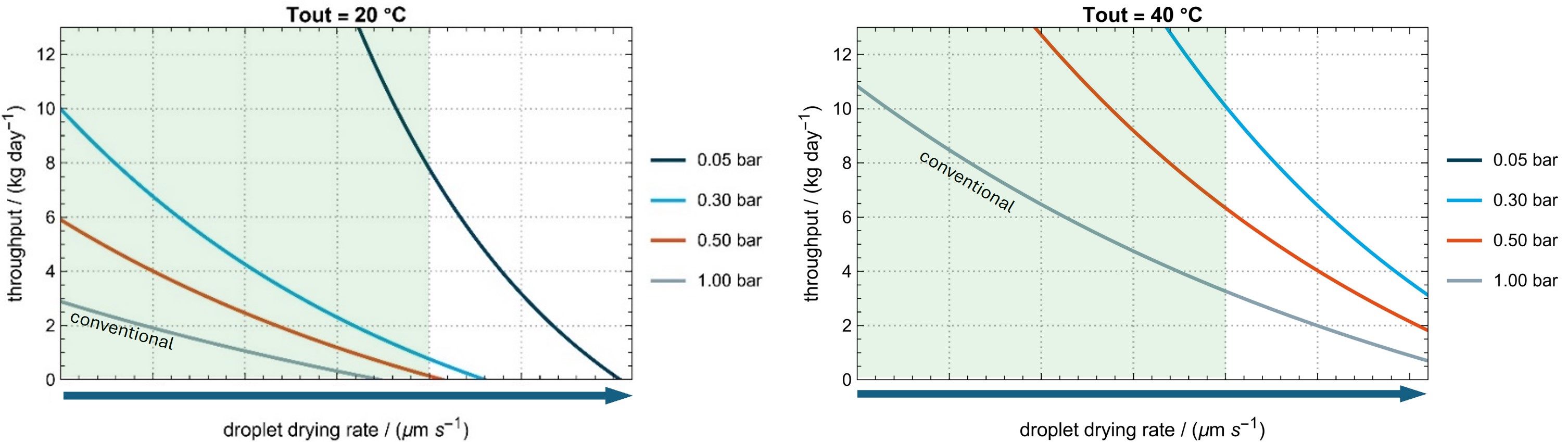 Figure 3. Drying rate and throughput for SDP sprayed at varied dryer pressures with an outlet temperature of 20 °C (left) and 40 °C (right).
Figure 3. Drying rate and throughput for SDP sprayed at varied dryer pressures with an outlet temperature of 20 °C (left) and 40 °C (right).